
{kind=link}
i’ve started printing in petg with pla supports since the support surface finish is so good, but whenever i print round things with tree supports i see what looks like layer shifts. since my printer is a corexy toolchanger and not a bedslinger this behaviour has confounded me until today, when i happened to look at the right time. it seems that the layers of the perimeter are not adhering properly, and as the filament cools it contracts, catches on support material, and pulls the entire ring off of the pla supports. meanwhile on the middle part i see no issues at all.
i don’t even know what to call this problem. it’s not stringing, it’s already extruded plastic that does it. layer adhesion issues maybe? the photo up top is a reconstruction of how this print looked on the bed, since it fell apart the moment i flexed the buildplate.
printer settings
printer: Snapmaker u1, 0.4mm hacdened steel nozzles filament: eSun PETG Basic black, Snapspeed PLA yellow
print settings: snapmaker orca “optimal” preset with some minor changes (0.16mm layer height, 15% grid infill (meant to change that), automatic tree supports on build plate only, 2 layer raft, and support interface ironing enabled)
petg settings: orcaslicer’s “generic petg” preset with some minor modifications (12mm² max volumetric speed, 265°C nozzle temperature, 10mm retraction, pressure advance disabsed to use the calibration value from the machine)
here’s a look at the underside of the pieces:

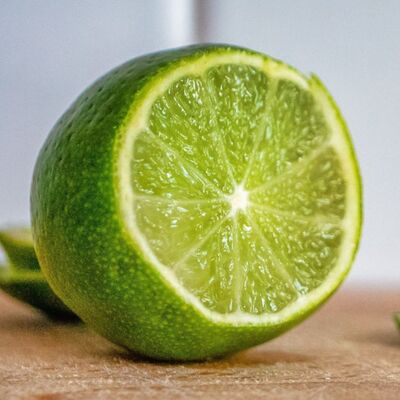
and a closeup of the round part:

as far as i can tell, that’s pretty much perfect before it falls apart.
i can still print with the “normal” supports because they come up the sides of the circle, but it feels like a waste of filament. any ideas?
Did you get it working? I’ve been avoiding tall pctg parts on my u1 because I don’t want to waste the filament.
kinda, yeah. i halved the print speeds and lowered the fan to 40%, which makes petg come out beautifully given that the support material cooperates. support interface ironing is crucial, as is lowering the interface z distance to basically as low as it can go. if the support interface area is less than like 5mm² it’s basically a coin toss as to whether it sticks or not. the extruder can even drag small parts loose on retraction, if your temps are too low. it took finding a detail hanging from the wiping brush for me to figure that one out.
also, if you’re experimenting and still getting spaghetti, one thing to look out for is that there is currently a bug with some of the tree support generation in orca. whenever the slicer generates a big combined tree, check the preview carefully because chances are the supports start in mid-air, 10-20 layers above the plate. there is a setting called “base pattern” that’s supposed to work around that but i haven’t gotten it to work.